Efficient cooling is a vital stage in snack production, directly influencing product quality, safety, and shelf life. Conveyor-based cooling systems are now widely adopted across snack manufacturing lines, enabling consistent airflow and rapid temperature reduction.
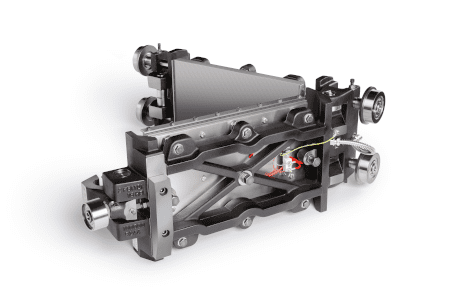
Modern systems use perforated stainless-steel belts and integrated fans to achieve uniform cooling, preventing moisture build-up that could compromise texture. Variable speed controls allow operators to adjust cooling rates depending on snack thickness, oil content, or recipe formulation.
Automation is another defining feature. Real-time sensors now monitor product temperature as it leaves the fryer or oven, feeding data into line control systems to ensure consistency across batches. This precision reduces the risk of undercooled products that may lead to condensation inside packaging, while also preventing overcooling, which can negatively affect crunch and flavour.
Manufacturers are increasingly seeking energy-efficient designs. Advanced cooling units now incorporate energy recovery systems and optimised fan technology to reduce overall power consumption. By focusing on uniformity, energy use, and automation, conveyor cooling systems continue to evolve as a critical link in snack production.